
Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Das Gewinde -Drehmomentwinkelmethode besteht darin, die Schraube oder Mutter mit dem anfänglichen Drehmoment festzuziehen und dann in einen bestimmten Winkel zu drehen. Abhängig von der Ziel -Axialkraft kann der Bolzen in den elastischen Bereich oder in Overyield festgezogen werden. Der Vorteil besteht darin, dass die anfängliche Drehmomentanstrengung durch den Reibungskoeffizienten beeinflusst wird, die in dieser Phase erzeugte axiale Kraft ist jedoch gering und kann ignoriert werden.
Im elastischen Bereich ist die axiale Kraft proportional zur Dehnung des Bolzens. Die axiale Kraft, die durch Drehen des Bolzens in einen bestimmten Winkel erhalten wird, wird nicht durch den Reibungskoeffizienten beeinflusst. Die Dispersion der Bolzen -Axialkraft ist gering, sodass das Drehmomentwinkelverfahren in Automobilen und technischen Maschinen häufig verwendet wird. Montageoperationen werden immer häufiger eingesetzt.
Um das Design der Drehmomentwinkel -Straffungstechnologie zu standardisieren und die Verbindungszuverlässigkeit zu verbessern, wird der Schraubmaster heute die häufig verwendeten Metrikschrauben mit Festigkeit von 8,8, 10,9 und 12,9 vorstellen. Das Drehmomentwinkel -Ziehverfahren in der elastischen Zone- und Ertragszonenverbindung, empfohlene Anziehungsprozessparameter in der Ertragszone und in der Elastizitätszone, sind für die Referenz aller, aber genauere Anziehungsprozessparameter sollten auf der Grundlage der Testergebnisse weiterhin bestimmt werden.
1. Gemäß der Axialkraft -Berechnung der Formel ist die Bolzen -Axialkraft F proportional zur Bolzenverlängerung. Der Sensor erhält den Zeitunterschied zwischen der Ultraschallwellenübertragung im freien Zustand und dem festgezogenen Zustand des Bolzens. Aus der Zeitdifferenz kann die Änderung der Dehnung des Bolzens im freien Zustand und des festgezogenen Zustands berechnet werden, und die Bolzen -Axialkraft F kann berechnet werden.

F - Bolzen -Axialkraft
E - Elastizitätsmodul von Bolzenmaterial
S - Bolzenquerschnittsbereich
ΔL - Verformung von Bolzen
L - Bolzenklemmlänge
Getreideabschnitt Drehmomentwinkelanziehungsprozess. Bei dieser Montagemethode wird der Endwertbereich des Prozesses in der Elastizitätszone gesteuert und die Bolzenauslastungsrate ≥ 65%.
Ertragszonen -Drehmomentwinkel -Verschleppungsprozess, bei dieser Montagemethode wird der Endwertbereich des Prozesses in der Streckzone gesteuert und die Bolzenauslastungsrate 100%beträgt.
3. Anwendbarer Umfang des Drehmomentwinkelprozesses
A. Teile, die nach der Montage häufig nachgebaut werden, sind für den Ertragszonenverschärfen nicht geeignet.
B. Wenn die geklemmten Teile dünne Platten sind (Klemmdicke <1d), wird der Drehmomentwinkelbekämpfungsprozess nicht empfohlen.
4. Zwei wichtige Begriffe für den Drehmomentwinkelprozess
1) Drehmoment MS-das Drehmoment, mit dem die Gelenkteile passen. Vor diesem Drehmoment wird die Drehmomentkontrollmethode angewendet, und nach diesem Drehmoment wechselt es auf Winkelregelung.
2) Prozesswinkel wa-the Winkelwert, der durch die zweite Stufe des Drehmomentwinkelprozesses gesteuert wird. Nach Abschluss der Installation dieser Ecke endet ein vollständiger Montagevorgang.
5. Einstellung von Drehmoment- und Winkelprozessparametern
Der Drehmomentwinkel -Anziehensprozess erfordert zwei Prozessparameter - Schwellenwertmoment -MS und der Prozesswinkel wa - basierend auf den Ergebnissen der Drehmomentwinkel -Zugkraft -Testergebnisse. Ausrüstung wie ultraschallische Axialkraft -Tester, elektrische Anziehmaschinen und Reibungskoeffizienten -Testmaschine sollten im Test verwendet werden.
Das anfängliche Drehmoment zu Beginn des Tests beträgt im Allgemeinen etwa 30% des Ertragsdrehmoments. Der Drehwinkel kann gemäß der Ausbeute des Bolzens ausgelegt werden. Wenn es nicht genau berechnet werden kann, können Sie mit einem kleineren Drehwinkel beginnen und allmählich den Winkel erhöhen, um die durch das Experiment erforderliche Bolzenausbeute zu erhalten. Ecke. Wenn die Kurve erhalten wird, kann das Drehmoment des Schwellenwerts eingestellt und der Winkel der Prozessecke basierend auf dem Ziel -Axialkraftwert der Ziele erhalten werden.
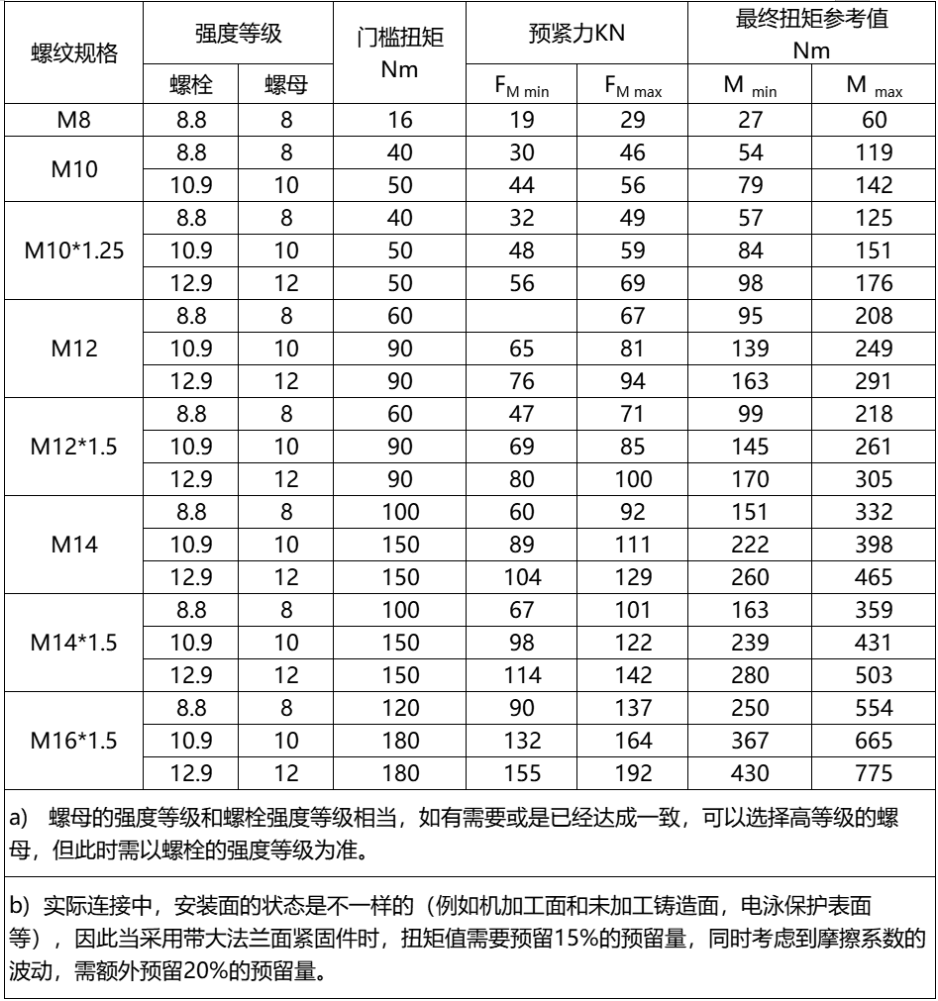
 6. Empfohlene Werte von Prozessparametern für Drehmoment und Winkel in der Ertragszone
6. Empfohlene Werte von Prozessparametern für Drehmoment und Winkel in der ErtragszoneIn der Tabelle 1 und Abbildung 2 sind häufig empfohlene Renditwert, Drehmoment, Winkel, Prozessdrehmoment und Voranlastungskraftparameterwerte dargestellt:
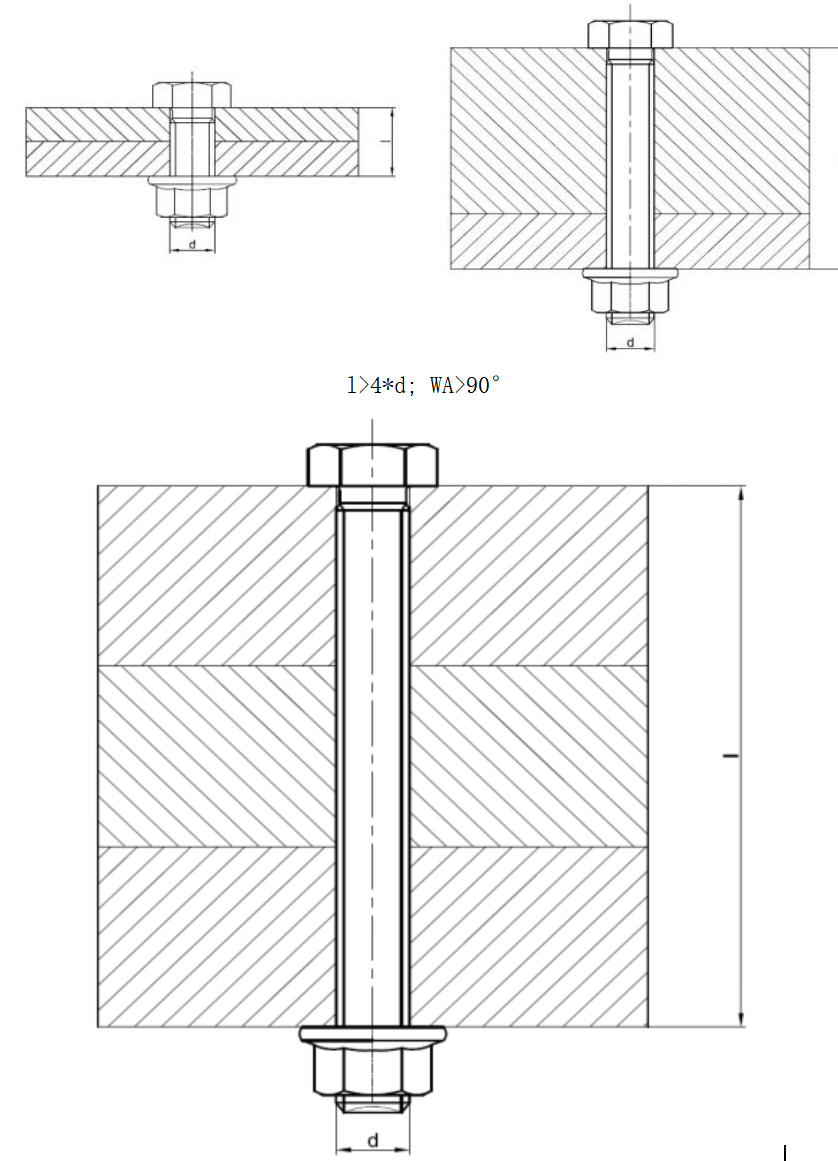
Prozesswinkel wa unter unterschiedlichen Klemmlängen
Wa <90, Empfehlung 45º; Wa> 90, Empfehlung 180º
l <1*d; Wa <90 ° 1*d ≤1 ≤ 4*d; Wa = 90 °
Zusätzlich zur Bolzenfestigkeit können mehrere andere Variablen den endgültigen Drehmomentwert beeinflussen, einschließlich des anfänglichen Reibungskoeffizienten und des Reibungsradius des Kopfes. Daher sind die in der Tabelle angegebenen endgültigen Drehmomente Referenzwerte und sind nur für die kleine Reihe von hexagonalen Flanschschrauben anwendbar, die in GB/T16674.1 erwähnt werden.
Bei Verwendung der in GB/T5789/5790 genannten großen Flanschflanschschrauben steigt der endgültige Drehmomentwert um etwa 20%.
Die Drehmoment- und Winkelprozessparameter der elastischen Zone werden basierend auf den gemeinsamen Testergebnissen und den Auslegungsanforderungen der Zielvorladungskraft (Axialkraft) bestimmt. Gleichzeitig kann die folgende Erfahrung erwähnt werden:
Schwellenmoment MS: Übernehmen Sie das in Tabelle 1 empfohlene Schwellendrehmoment
Process Corner WA: Verwenden Sie 45º als Prozessecke.
Berechnungsformel der axialen Vorspannungskraft der Montage in der Ertragszone:
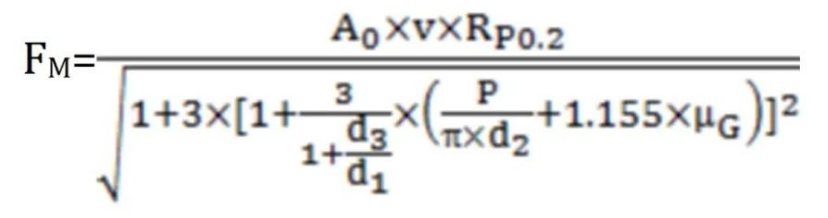
A0 - Mindestspannungsquerschnittsfläche von Schrauben
υ - Bolzenertragsfestigkeitsnutzungskoeffizient, Ertragszonenbaugruppe υ = 1
RP0.2 - Bolzenertragsstärke
D2 - Fadensteildurchmesser
D3 - Minimaler Querschnittsdurchmesser des Schraubenteils
μg - Reibungskoeffizient des Fadenpaares
Die Formel zur Berechnung des endgültigen Drehmoments der Baugruppe in der Ertragszone:

FY - Bolzenertrags -Axialkraft
μGes - umfassender Faden -Reibungskoeffizient
P - Fadensteil
D2 - Fadensteildurchmesser
DW - Außendurchmesser der unteren Stützfläche des Befestigungskopfes
DH - Innendurchmesser der Stützoberfläche unter Befestigungskopf
Beim Ziehen von Überförderungsverbindungen werden die Vorreiterkraft und das Drehmoment nach Festigkeit und Reibungskoeffizient des Bolzens bestimmt. Die maximale Vorreiterkraft erscheint, wenn die Schraubenstärke maximal und der Reibungskoeffizient des Fadens minimal ist. Gleichzeitig erscheint das maximale Drehmoment, wenn die Schraubenstärke maximal und der Reibungskoeffizient minimal ist. Wenn der Koeffizient maximal ist.

FV - axialer Vorspannung
RP0.2 - Bolzenertragsstärke
FM - Axialvorladung
FH - Hilfsvariable
M - Drehmoment
μ - Reibungskoeffizient
LET'S GET IN TOUCH
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.